
-
 Walmec Temperature Aluminum
$5500
Walmec Temperature Aluminum
$5500 -
 Weld Gloves Tig
$5500
Weld Gloves Tig
$5500
Subtotal: $ 110.00
Walmec Temperature Aluminum
Weld Gloves Tig
Subtotal: $ 110.00
REGAL TOOLS & BROACHES
Almost everything is possible

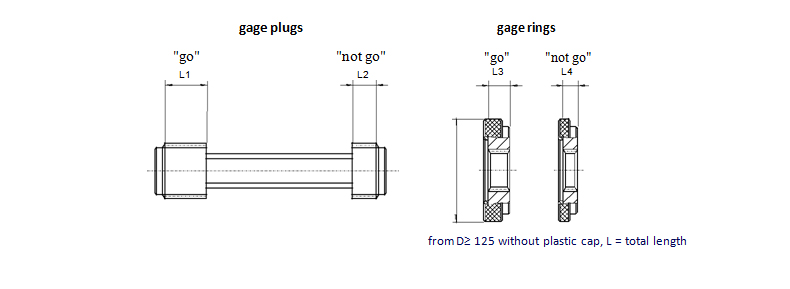
“Go” and “not go” gauges are types of spline gauges.
Spline gauges provide a quick method of inspecting involute splines, serration splines and straight sided splines. “Go” gauges are still indispensable for inspecting constructional feasibility. “Not go” gauges, on the other hand, only represent a limited means of inspection.
Direct size inspection takes priority over “not go” gauges.
Involute flanks Serrated flanks Straight flanks

Involute flanks Serrated flanks Straight flanks

Spline gauges are described in several German and foreign standards as well as in the international standard ISO 4156. All these standards differ from one another and are neither comprehensive nor technically up-to-date. FRENCO’s spe-cialist knowledge facilitates more advanced diagnosis than in the currently applicable standards.
At the same time, FRENCO is working towards adapting the existing standards in the relevant committees. Spline gauges are usually ordered according to standards or by part number.
When comparing prices, references to the relevant standards are inadequate, as they do not satisfy the exacting de-mands of ISO 9000ff. These are defined below as characteristics, such that they may also be applied by certified compa-nies.
All spline gauges are clearly and permanently labeled with profile data, user identification number, manufacturer’s drawing and drawing number, material, serial number and date of manufacture.
Special steels are available for prolonged durability, reduction of test equipment monitoring costs or reduced manufacturing or wear tolerances. These have a higher alloy content and hardness.
Spline gauges are reusable. Worn gauges will be accepted against a charge.
Special delivery times down to a few days are possible in the case of urgent requirements.
“Go” gauges are green for pitch circles up to 50 mm, “not go” gauges are marked red.
All spline gauges are supplied with a full calibrated certificate, including graphs of all individual form deviations. They comply with the requirements of ISO 9000ff and thus completely replace the incoming goods inspection. Exceptions are possible upon request.
Agreement B applies as the acceptance condition for maintaining the tolerance limits with prioritization according to OFD 11, page 17.
Directions are available for wear inspection at the user’s premises.
War inspection of spline gauges is offered as a service
In the case of complaints, the user’s testing costs arising will be reimbursed up to the test certificate price limit.
Claims for damages are possible if a calibration certificate was ordered.
Any remanufacture or rework will take place within shortest possible time.
A 5-year guarantee against material faults is provided. Should a material fault be ascertained within this period, reworking will take place at no charge.
The INO system is a FRENCO internal standard for the external dimensional measurement of spline gauges. National and international standards were taken into consideration in its development and it represents an average of the dimensi-ons specified in these standards. The construction considers the recyclability and manufacturability of the extremely wear-resistant material HX.
The tabulated dimensions for Frenco INO apply for all splines with involute and serration flanks. Frenco INO-L is used as standard for “go” straight flank gauges. INO-L dimensions are available for oversize gauges on request
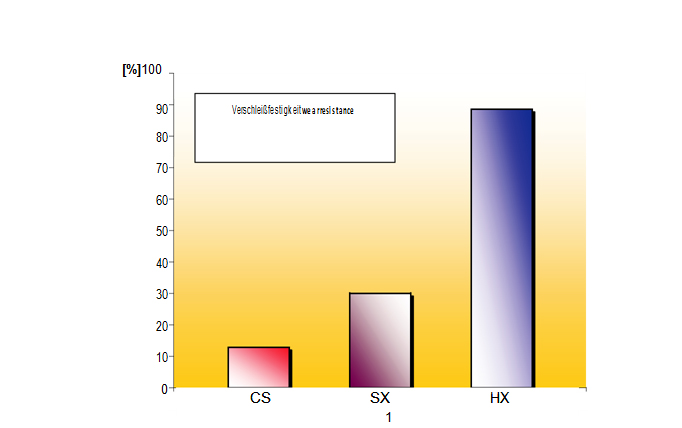
The content of chromium and vanadium alloy, as well as the hardness of the material, determine the wear resistance of the spline gauge. The time intervals between wear inspections depend on wear resistance, which means that highly wear resistant materials allow the monitoring periods to be significantly extended; this often more than compensates for the higher manufacturing costs.
Material |
Art |
% C |
% V |
% Cr |
HRc |
CS |
Chrome steel |
1,5 |
0,85 |
12 |
60-62 |
SX |
low alloy powder steel ASP 23 |
1,4 |
4 |
4 |
63-65 |
HX |
high alloy powder steel |
3,8 |
9 |
25 |
64-66 |
Delivery capacity is restricted as a consequence of the technical niche position and the resulting limited availability of trained staff and technical equipment. Delivery times are therefore subject to fluctuations depending on demand and can only be arranged on a waiting list basis.
The quoted prices for spline gauges always include the generation of comprehensive gauge drawings (also available in electronic form), as well as a full test certificate of the new condition from the FRENCO calibration laboratory.
Spline plug gauge |
”Go” plug gauge |
”Not go” plug gauge |
Number of teeth |
12 |
2 + 2 |
Module |
1,75 |
|
Pressure angle |
30° |
|
Pitch circle |
21,000 |
|
Base circle |
18,1865 |
|
Root circle |
18,9 |
|
Form |
19,40 |
|
Tip |
22,720 –0,033 |
22,545 –0,033 |
Measuring pin |
3,50 (AF1=2,6) |
|
Thooth thickness |
2,7920 +0,007 |
2,8550 ± 0,0035 |
Dimension over 2 pins |
26,5582 +0,0098 |
26,6466 ± 0,0049 |
Worn tooth thickness |
2,7810 |
2,8480 |
Worn dimension over pins |
26,5427 |
26,6368 |
Reference axis = axis of profile |
new condition |
wear limit |
Total profile deviation |
0,004 |
0,006 |
Runout deviation |
0,006 |
0,009 |
Total pitch deviation |
0,006 |
0,009 |
Total helix trace deviation |
0,004 |
0,006 |
Characteristic |
Measurement |
Measurement methods |
Notes |
|
uncertainty |
|
|
Damage |
|
Visual gear inspection |
Damage or rust is not permissible |
|
|
Visual inspection |
The labeling must include profile |
|
|
data, standard designation, date of |
|
Identity |
|
of labeling |
|
|
manufacture and manufacturer’s |
||
|
|
|
|
|
|
|
mark |
|
|
Auxiliary dimension over 2 pins |
Roundness deviation of the |
|
|
Auxiliary dimension over 2 |
measuring pins or measuring balls: |
|
|
measuring balls with Abbe |
max. 0.0003 |
Tooth thickness |
0,001 to |
measurement methods |
Deviation of the measuring pins or |
of plug gauge |
each over 90° in front, middle, |
measuring balls from the nominal |
|
0,003 |
|||
|
rear |
dimension: max. 0.001 |
|
|
|
||
|
|
Measuring force less than 1.5 N |
Nominal dimension correction |
|
|
Measuring pins must be rubbed |
with actual measuring pin |
|
|
|
dimension is necessary. |
|
|
Size between pins by the use of |
The gauge blocks having the |
Additionally for |
|
actual dimension must not show |
|
0,001bis |
gauge blocks. |
||
tooth space of |
any tilt clearance between both |
||
0,003 |
(see OFE 09) |
||
Ring gauge |
measuring pins; it must however |
||
|
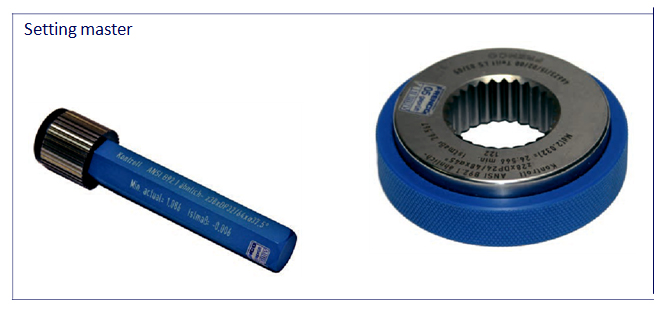
With master plug gauge – see OFR |
||
|
|
still be axially slidable without |
|
|
|
12. |
sticking. |
|
|
|
|
Tip |
0,002 |
Abbe measurement methods |
The root circle is not checked |
Root circle |
gear inspection machines |
along with flank centering. |
|
|
|||
Form circle |
0,010 |
Analytical inspection machines |
Check via roll distance or roll angle |
gear inspection machines |
|||
|
|
|
|
|
|
Analytical inspection machines |
Reference axis pitch circle axis or |
|
|
gear inspection machines |
|
|
|
with alignment diameter (lower |
|
|
|
|
|
Individual form |
|
Profile and lead at 4 right and left |
priority) |
|
|
||
deviations |
0,002 |
flanks |
The measurement uncertainty of |
|
|
|
|
|
|
Only for “go“ gauges: |
0.002 is theoretically too large, but |
|
|
practically not better attainable. |
|
|
|
Index of all tooth flanks |
|
|
|
|
As a result of the unfavorable relationship between gauge tolerances and the smallest attainable measuring uncertainty, spine gauges can only be rejected if the measured dimension lies outside the tolerance limits extended by the measure-ment uncertainty. (non-conformance zone according to DIN EN ISO 14253-1).
In the absence of explicit references to other regulations or agreements, agreement B applies with designation of priori-ty according to the Frenco definition OFD 10, page 18.
Spline gauges are subject to wear during their use. A wear tolerance with a permissible wear limit for the worn dimen-sion is designated for this purpose. Once the wear limit has been reached, these gauges are to be selected out.In many instances the wear is not uniformly distributed.
Testing of the individual form deviations at prescribed time intervals is therefore necessary (also see OFE 05 ‘Wear limit of “not go” spline gauges’). The table below gives reference values for the test cycles of the necessary monitoring of spline gauges
These values are only rough estimates, as wear produces different effects in every case. The anticipated life-span, ex-pressed in the number of parts inspections to be performed, serves as the basis for the monitoring cycle. After 25% of the total estimated life-span there should be a size inspection over or between pins; after 50% an inspection of dimensi-ons and individual form deviation.
Gauge material |
|
Number of material inspections |
|
|
hardened |
unhardened |
|
|
|
||
chrome steel |
estimated life-span |
8 000 |
12 000 |
size inspections per piece |
2 000 |
3 000 |
|
HRc 60-62 (CS) |
|||
size and form inspections per piece |
4 000 |
6 000 |
|
|
|||
Low alloy powder HSS |
estimated life-span |
18 000 |
26 000 |
size inspections per piece |
4 500 |
6 500 |
|
HRc 63-65 (SX) |
|||
size and form inspections per piece |
9 000 |
13 000 |
|
|
|||
High alloy powder HSS |
estimated life-span |
60 000 |
90 000 |
size inspections per piece |
15 000 |
22 500 |
|
HRc 64-66 (HX) |
|||
size and form inspections per piece |
30 000 |
45 000 |
|
|
|||
The estimated life-span of a gauge should be adjusted from experience according to the actual conditions. If the number of parts inspections is so low that a wear inspection of gauges is only required after a year, it is recommended to assign a period of a year for the size inspection and two years for the size and form inspection.
If in doubt, a size and form inspection should always be carried out for critical parts and for safety-relevant components
For additional tolerances of single deviations from the tolerances in new condition – see the next but one page.
Characteristic |
Measurement |
Measurement methods |
Notes |
|
uncertainty |
|
|
Damage |
|
Visual inspection of the gear and |
small damage may be removed with a |
|
|
spline |
grinding stone |
Identity |
|
Visual inspection of labeling |
The labeling must include profile data, |
|
|
|
standard designation and identification |
|
|
|
number |
Tooth thickness |
0,001 bis |
Auxiliary dimension over 2 pins |
Roundness deviation of the measuring |
of plug gauges |
0,003 |
Auxiliary dimension over 2 measuring |
pins or measuring balls: max. 0.0003 |
|
|
balls with Abbe measurement |
|
|
|
methods |
Deviation of measuring pins or |
|
|
|
measuring balls from the nominal size: |
|
|
each over 90° in front, middle, rear |
max. 0.001 |
|
|
measurement force < 1.5 N |
Nominal size correction with the actual |
|
|
|
size of the measuring pins or measuring |
|
|
Measuring pins must be rubbed |
balls is required. |
Additionally for |
0,001 |
Size between between pins by the |
The gauge blocks with the actual |
space width of |
bis |
use of gauge blocks. |
dimension must not have any tilt |
ring gauges |
0,003 |
|
clearance between both measuring |
|
|
|
pins; it must however still be axially |
|
|
|
slidable without sticking. |
As a result of the unfavorable relationship between gauge tolerances and the smallest attainable measuring uncertainty, spline gauges can only be rejected if the measured size lies outside the tolerance limits extended by the measurement uncertainty (non-conformance zone according to DIN EN ISO 14253-1).
In the absence of explicit references to other regulations or agreements, agreement B applies with priority regulation according to the Frenco definition OFD 10, page 18.
The individual deviations of spline gauges rise during wear if the wear is not uniformly distributed over all tooth flanks. If gauges have not yet reached the worn size, but the individual deviations exceed the additional tolerances with refe-rence to the values in the new condition, these gauges are to be considered as worn and must be replaced.
Permissible assumed individual deviations of spline gauges during wear up to the worn dimension over/between pins (values of a similar order of magnitude are also included in the latest editions of DIN 5480 and ISO 4156):
Deviation |
|
Tolerance in addition to the new tolerances |
|
|
|
D = 0-50 |
50<D<300 |
Total profile deviation |
Fα |
+ 0,002 |
+ 0,003 |
Total lead deviation |
Fβ |
+ 0,001 |
+ 0,002 |
Runout deviation |
FR |
+ 0,002 |
+ 0,003 |
Total pitch deviation |
FP |
+ 0,002 |
+ 0,003 |
Individual pitch deviation |
fp |
+ 0,001 |
+ 0,002 |
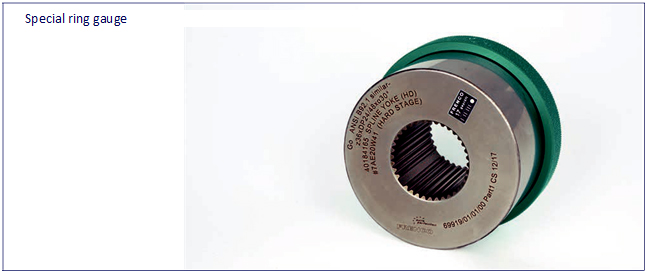
Special gauges are custom manufactured according to drawings. Here there are almost no limitations.

© Copyright REGAL TOOLS & BROACHES